Difference between revisions of "Impresora-3D-Tslot-Tantillus"
OpenIDUser5 (Talk | contribs) (→Definiendo la situación) |
(→Montaje motores, sensores y cableado) |
||
| (4 intermediate revisions by one other user not shown) | |||
| Line 60: | Line 60: | ||
==Ventajas== | ==Ventajas== | ||
| − | * Pequeña y compacta | + | * Al cabo de un año de funcionamiento de la Tantillus de Santi, éste decidió cambiar los '''cojinetes lineales LM8UU''' de los ejes X e Y, que eran de bolas de metal, por otros de '''nilón'''. Parece que con ello las impresiones ganaban en precisión ya que habría menos holgura entre los rodamientos y los ejes sobre los que se deslizan. |
| − | * Diseño bastante sólido | + | Después del cambio, operación que llevó unas 2 horas, resultó que aparecieron unos rozamientos superiores a los que se registraban con los rodamientos de metal. La razón se debe a que los rodamientos de nilón encajan más ajustados en el eje, pero tienen el inconveniente de que cualquier presión de más que ofrezca su soporte, se transforma en un incremento de fricción entre el nilón y el metal del eje. Esta fricción afecta a los motores, que necesitan más energía y afecta a sus drivers que se calientan más y por tanto necesitan más tensión eléctrica. Y esto implica la necesidad de un ventilador para la placa. |
| + | El cambio de los cojinetes de metal por los de nilón, nos forzó a imprimir unos soportes más precisos y de un plástico más flexible que el PLA. | ||
| + | Conclusión: los cojinetes de nilón son más precisos que los de nilón, pero debe insertarse en soportes de construcción mas cuidada, especialmente por el alojamiento de los mismos. | ||
| + | * Pequeña y compacta. | ||
| + | * Diseño bastante sólido y a la vez transparente, para poder ver todas las conexiones mecánicas y eléctricas. | ||
| + | |||
==Inconvenientes== | ==Inconvenientes== | ||
* El volumen de las piezas no pueden ser tan grande como otras, ¿realmente es un inconveniente? | * El volumen de las piezas no pueden ser tan grande como otras, ¿realmente es un inconveniente? | ||
| Line 130: | Line 135: | ||
Ptte: contar que herramientas se utilizan, maquinarias, metodologías, técnicas etc. | Ptte: contar que herramientas se utilizan, maquinarias, metodologías, técnicas etc. | ||
| + | Para comprobar si los potenciómetros de los drivers de los motores son los adecuados hay dos métodos: | ||
| + | *a) Aplicar las puntas del amperímetro en serie con la alimentación del arduino, mientras ponemos en marcha cada uno de los motores. La intensidad que se aconseja que circule es 300mA para los ejes X e Y (incluso se podría bajar a unos 250mA aunque hay que tener en cuenta otros factores como la tensión de las correas, aceleraciones, microstepping ..).400mA para el eje Z en el caso de mover 2 motores (unos 200mA si es un solo motor aunque también depende del peso que tenga que mover el eje, aceleraciones,...) 400mA para el extrusor. | ||
| + | *b) El método de ajuste mediante voltajes midiendo en el potenciómetro es más cómodo porque no hay que estar desarmando, pero esos valores de voltaje dependen del driver que se utilice pero depende del tipo de driver que utilicemos. Se aplican una de las puntas del voltímetro al negativo de la placa y la otra sobre el propio potenciómetro. Los voltajes que se deben leer son de 0.8 V en los tres motores de los ejes y de 0.9 para el del extrusor. | ||
| + | |||
| + | Otro detalle: | ||
| + | |||
| + | "que necesitan más energía y afecta a sus drivers que se calientan más y por tanto necesitan más tensión eléctrica. " -> necesitan más corriente. La tensión es la misma (12V, 24V,...), lo que haces al ajustar el potenciómetro es indicar al driver cuánta corriente máx va a poder pasar por las bobinas | ||
=== Detalles === | === Detalles === | ||
| Line 247: | Line 259: | ||
=== Montaje motores, sensores y cableado=== | === Montaje motores, sensores y cableado=== | ||
| + | |||
=== Carga de Firmware en Arduino=== | === Carga de Firmware en Arduino=== | ||
=== Comprobaciones de seguridad=== | === Comprobaciones de seguridad=== | ||
Latest revision as of 00:43, 1 December 2015
Contents
- 1 Diario
- 2 Definiendo la situación
- 3 Tareas
- 4 Proveedores
- 5 Vídeos
- 6 Ventajas
- 7 Inconvenientes
- 8 Personas interesadas
- 9 Preguntas de los interesados
- 10 Problemas y soluciones posibles
- 11 Algo de documentación sobre la impresora de marras
- 12 Lo que viene a continuación, es algún modelo del que partir, así que nuestro proyecto lo exponemos en un fork=
Diario[edit]
- 18/05
- Hasta el 17/05/2014.
- Actualmente estamos imprimiendo y montando las piezas de dos impresoras: una es la de "carcasa imprimible a trozos", que está liderando Javier Fdez y otra hecha con perfiles de la que nos estamos encargando Samuel, Enrique y Santiago.
Definiendo la situación[edit]
- Unas 10 personas estuvieron interesadas en construir el mismo modelo de impresora 3D.
- La prisa que estas personas tenían por acabarlo, es variable.
- Sólo algunos disponían de algunos materiales para su construcción.
- Los que se apuntaron en la lista, cuando se encuentraban, hablaban de cómo iba la cosa.
- El día 13 de Mayo de 2014, previeron reunirse el mayor nº posible de ellas.
- Se vieron más a través de Internet que físicamente.
- De hecho el grupo se ha hecho mediante una lista en Internet...
- Ibamos tomando decisiones sobre el camino.
- Nos asociamos con Moebyus, para establecer algún tipo de sinergia [1]. "Se dice que se da la sinergia, cuando el resultado es superior a la suma de los resultados de cada elemento o de cada parte actuando aisladamente".
- Propuesta: Construir una impresora en Moebyus, a cambio de nuestro conocimiento para realizarla. ¿Podría encontrarse una sinergia? Creo que andan por ahí.
- Pero creen que podrán con su objetivo. Suponemos.
- Finalmente se construyeron 2 impresoras Tantillus con perfiles: una para Moebyus, que construyó Javi Fdez, otra de Santi que construyó con ayudo de compañeros del espacio, especialmente de Javi. Dani Díaz construyó otra con carcasa de metacrilato. Y otra que montó Ariel para José Luis.
Gracias por añadir las sugerencias que te parezcan interesantes para este proyecto. Varias de nosotras estamos interesadas en la construcción de la Impresora 3D TSlot_Tantillus.

Tareas[edit]
- Los archivos de las piezas imprimibles están en el ordenador, en la carpeta de T-Slot- Tantillus.
- Para cada pieza:
- Abrimos una pieza el archivo .stl con Cura
- Comprobamos los parámetros y la "machine" que va a hacerlo.
- Guardamos el archivo .gcode en la carpeta "Gcodes".
- Abrimos con el Octoprint, pulsamos "upload" y buscamos en la capreta Gcodes el archivo de la pieza correspondiente.
- Y pulsamos sobre el icono de imprimir de la pieza en cuestión.
- Conviene tener 2 camas de vidrio para poder cambiarlas cuando se acaba de imprimir una pieza, poder poner otra nueva a imprimir.
- Cuando las tenemos hechas:
- Algunas pueden ser mejoradas perforándolas con una broca de 5 mm para que los tornillos entren con facilidad.
- Inventariar las piezas
- Acuerdos con Moebyus
- Posibilidades de diseño y construcción:
- Hacerlas "en paralelo", es decir, todas a la vez.
- Hacerlas "en serie", es decir, una detrás de otra... Por ahora, construiremos una y con la experiencia que nos proporcione, podremos definir la que haremos conjuntamente con Moebyus.
- Impresión de piezas.
- Montaje de piezas.
- Comprobación de funcionamiento.
Proveedores[edit]
- Componentes electrónicos: Moebyus
- Perfiles de aluminio: Motedis. Existe alguna queja sobre el trato que esta empresa ha dado a alguno de sus clientes, puede verse en el foro de MetalAfición
- Justo Maurín.
Vídeos[edit]
Los vídeos que hemos ido encontrando, están en la página de Vídeos de Tantillus
- Si quieres ver los vídeotutoriales de Dani Diaz, aquí están
Ventajas[edit]
- Al cabo de un año de funcionamiento de la Tantillus de Santi, éste decidió cambiar los cojinetes lineales LM8UU de los ejes X e Y, que eran de bolas de metal, por otros de nilón. Parece que con ello las impresiones ganaban en precisión ya que habría menos holgura entre los rodamientos y los ejes sobre los que se deslizan.
Después del cambio, operación que llevó unas 2 horas, resultó que aparecieron unos rozamientos superiores a los que se registraban con los rodamientos de metal. La razón se debe a que los rodamientos de nilón encajan más ajustados en el eje, pero tienen el inconveniente de que cualquier presión de más que ofrezca su soporte, se transforma en un incremento de fricción entre el nilón y el metal del eje. Esta fricción afecta a los motores, que necesitan más energía y afecta a sus drivers que se calientan más y por tanto necesitan más tensión eléctrica. Y esto implica la necesidad de un ventilador para la placa. El cambio de los cojinetes de metal por los de nilón, nos forzó a imprimir unos soportes más precisos y de un plástico más flexible que el PLA. Conclusión: los cojinetes de nilón son más precisos que los de nilón, pero debe insertarse en soportes de construcción mas cuidada, especialmente por el alojamiento de los mismos.
- Pequeña y compacta.
- Diseño bastante sólido y a la vez transparente, para poder ver todas las conexiones mecánicas y eléctricas.
Inconvenientes[edit]
- El volumen de las piezas no pueden ser tan grande como otras, ¿realmente es un inconveniente?
- Las piezas que necesitamos, ¿están cerca o lejos de nuestro Mks?
- Las primeras generaciones de impresoras 3D opensource, buscaban que las piezas fueran fácilmente conseguibles... Con una razonable filosofía.
- A priori solo puede usarse con PLA ya que carece de cama caliente.
Personas interesadas[edit]
en una compra coordinada de materiales y construcción: En esta hoja de cálculo [4]
Preguntas de los interesados[edit]
- Así por encima ¿de cuanto presupuesto estaríamos hablando? Solo tengo el Mega 2650, si es que vale... Gracias. D.
- ¿Cuándo empezamos la construcción? Cuando sepamos el número de interesados, gestionamos la compra de materiales,... espero que para la semana que viene sepamos quienes/cuantos somos y podamos hacer la compra.
- El extrusor que utiliza goopyplastic es el airtripper v3 que no tiene reductora. Utiliza una MK7. Por tanto, ¿la impresora será para filamento de 1,75mm? -> Efectivamente en la página del airtripper comenta que el extrusor está diseñado para trabajar con 1,75
Problemas y soluciones posibles[edit]
- Desde el Control del Octoprint, trato de hacer descender el hotend y llega una altura que parece no poder rebasar. Sugerencia: ¿Has empezado haciendo un "Home"?
- Al hacer el Home' en Z, el hotend queda muy por encima/debajo de las superficie de la cama.
- Mediante el joystik del Control sitúa el hotend hacia el centro de la cama, sitúa en esa zona un trozo de papel, que tiene 0.1 mm aprox., si queda muy por encima, debes girar el tornillo del tope del final de carrera del eje Z, de modo que "salga" de la tuerca, lo que ocurre cuando giramos antihorario.
- Cuando hayamos conseguido situar el hotend sobre el papel con el Home Z, desplazamos el hotend hacia la izquierda. Debería quedar a una altura similar a la que había en el centro. Si el papel queda, por ejemplo, muy apretado, tendrás que ajustarlo haciendo girar el tornillo Z del lado izquierdo de modo que el carro ascienda unas décimas de mm. Si por el contrario el papel queda demasiado suelto, tendrás que hacer girar el tornillo Z de manera que el carro descienda.
- Para evitar que se modifique la altura central, se hace girar el tornillo Z de la derecha, un ángulo similar al girado en el tornillo izquierdo pero en sentido contrario.
Algo de documentación sobre la impresora de marras[edit]
- Tantillus.org
- Tantillus en RepRap
- Piezas en el repositorio GitHub
- Inventario de piezas en fichero BOM.md de este repo
- Hilo Tantillus en foro RepRap
Lo que viene a continuación, es algún modelo del que partir, así que nuestro proyecto lo exponemos en un fork=[edit]
Impresora 3D TSlot-Tantillus[edit]
ESTADO: Gestación inicial
Miembros: Santiago, Samuel, Enrique, Dani Díaz
Imágenes posibles para una presentación del equipo
Objetivos[edit]
Hacer memoria de la fabricación, ajustes y puesta en marcha de impresora TSlot-Tantillus.
Componentes principales:
- Arduino
- Motores paso a paso
- Componentes estructurales (perfil de aluminio)
- Hot-end
Motivación[edit]
Queremos hacer una construcción múltiple coordinada y documentarla. La información sobre la construcción de este modelo no es muy detallada y además hay muy poca información en castellano.
Antecedentes[edit]
Tenemos otras impresoras 3D en Makespace, pero son más grandes. Hay miembros en la asociación que tienen mucha experiencia en la construcción de impresoras 3D (DarkJavi, Ariel...)
Métodos y técnicas utilizadas[edit]
Sistema de tracción filamento
Eje tracción filamento (Drive Gear)
Ptte: contar que herramientas se utilizan, maquinarias, metodologías, técnicas etc.
Para comprobar si los potenciómetros de los drivers de los motores son los adecuados hay dos métodos:
- a) Aplicar las puntas del amperímetro en serie con la alimentación del arduino, mientras ponemos en marcha cada uno de los motores. La intensidad que se aconseja que circule es 300mA para los ejes X e Y (incluso se podría bajar a unos 250mA aunque hay que tener en cuenta otros factores como la tensión de las correas, aceleraciones, microstepping ..).400mA para el eje Z en el caso de mover 2 motores (unos 200mA si es un solo motor aunque también depende del peso que tenga que mover el eje, aceleraciones,...) 400mA para el extrusor.
- b) El método de ajuste mediante voltajes midiendo en el potenciómetro es más cómodo porque no hay que estar desarmando, pero esos valores de voltaje dependen del driver que se utilice pero depende del tipo de driver que utilicemos. Se aplican una de las puntas del voltímetro al negativo de la placa y la otra sobre el propio potenciómetro. Los voltajes que se deben leer son de 0.8 V en los tres motores de los ejes y de 0.9 para el del extrusor.
Otro detalle:
"que necesitan más energía y afecta a sus drivers que se calientan más y por tanto necesitan más tensión eléctrica. " -> necesitan más corriente. La tensión es la misma (12V, 24V,...), lo que haces al ajustar el potenciómetro es indicar al driver cuánta corriente máx va a poder pasar por las bobinas
Detalles[edit]
Lista de materiales[edit]
La lista completa y detalla de los materiales necesarios se puede encontrar en esta otra página de la wiki: BOM Tslot Tantillus
Construcción del marco[edit]
Para la construcción del marco se necesitan los siguientes componentes:
| Componentes del marco | |||||
|---|---|---|---|---|---|
| Tipo | Código | Cantidad | Nombre (y enlace) | Función | Nota |
| Pieza de unión | 100 | 4 | Esquina inferior | Unión de las piezas del marco (una en cada esquina de la parte inferior) | De esta pieza vamos a hacer molde |
| 101 | 1 | Esquina frontal derecha | Unión de las piezas del marco (esquina superior frontal derecha) | ||
| 102 | 1 | Esquina frontal izquierda | Unión de las piezas del marco (esquina superior frontal izquierda) | ||
| 103 | 1 | Esquina posterior derecha | Unión de las piezas del marco (esquina superior posterior derecha) | ||
| 110 | 1 | Esquina posterior izquierda | Unión de las piezas del marco (esquina superior posterior izquierda) | ||
| Perfil de aluminio | 110 | 8 | TSOLT 20x20x200mm | Barra horizontal | Longitudes mayores permite una impresora más ancha o larga |
| 111 | 4 | TSLOT 20x20x335mm | Barra vertical | Longitudes mayores permiten una impresora más alta | |
| Tuercas | 112 | 80 | TSLOT Tuercas | Tuercas para perfil TSLOT, encajan en el canal del perfil y permiten agarrar a los tornillos | Puede que sean necesarias más tuercas si se desean elementos adicionales sujetos al marco |
| Tornillos | 113 | 88 | Tornillos | Tornillos para sujetar los elemetos estructurales | No recuerdo si son M3 o M4 |
FASES FABRICACION[edit]
Montaje chasis y mecánica[edit]
En una primera etapa se está realizando el montaje de dos modelos (marco en T-Slot y marco impreso), para de esta forma validar la información existente sobre piezas y método de montaje. Por ahora estos son los resultados del modelo de chasis impreso que ha logrado Javi y los realizados en perfiles de aluminio se pueden ver en estas imágenes:
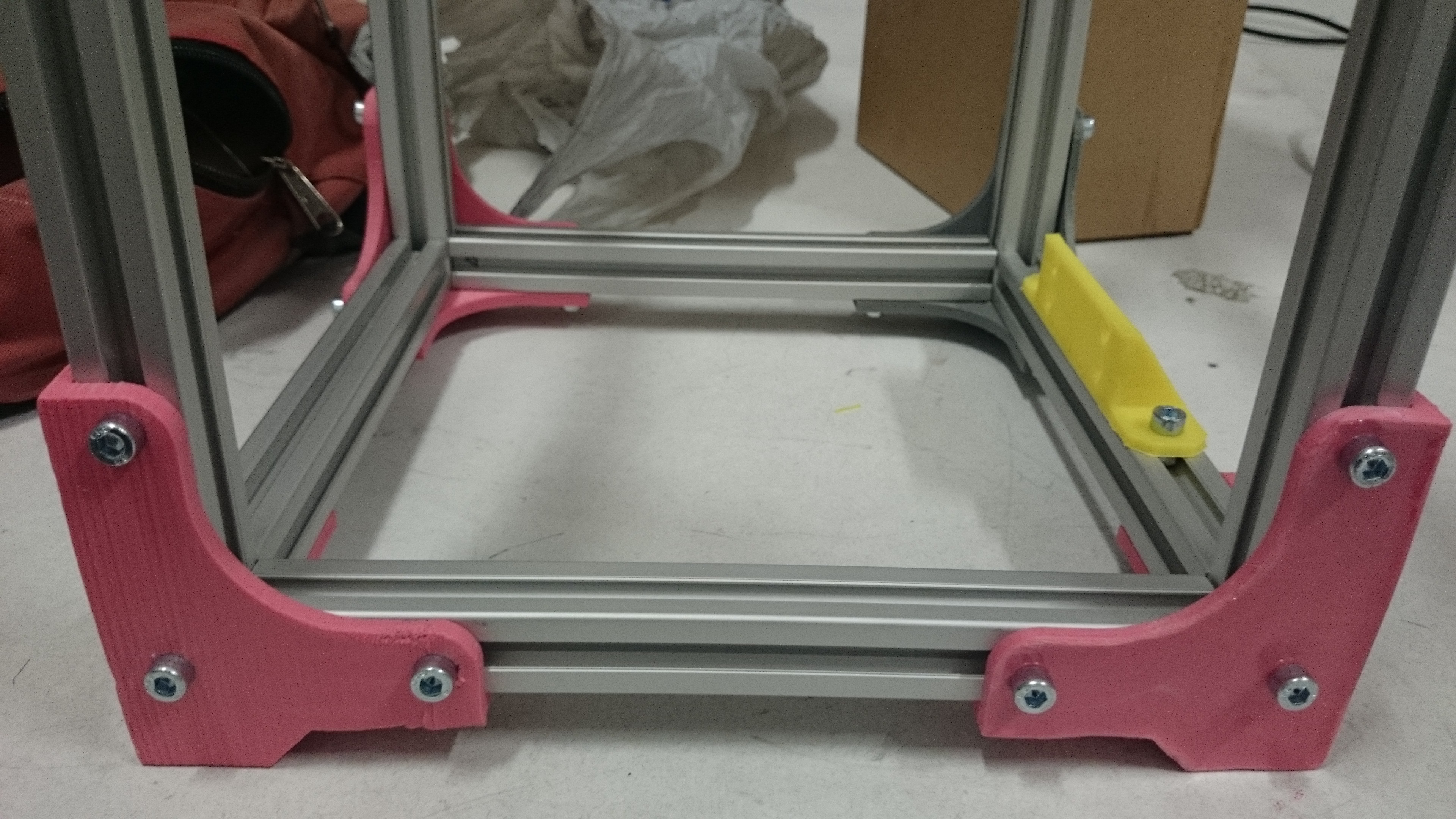
Imágenes del modelo TSlot o de perfiles de aluminio
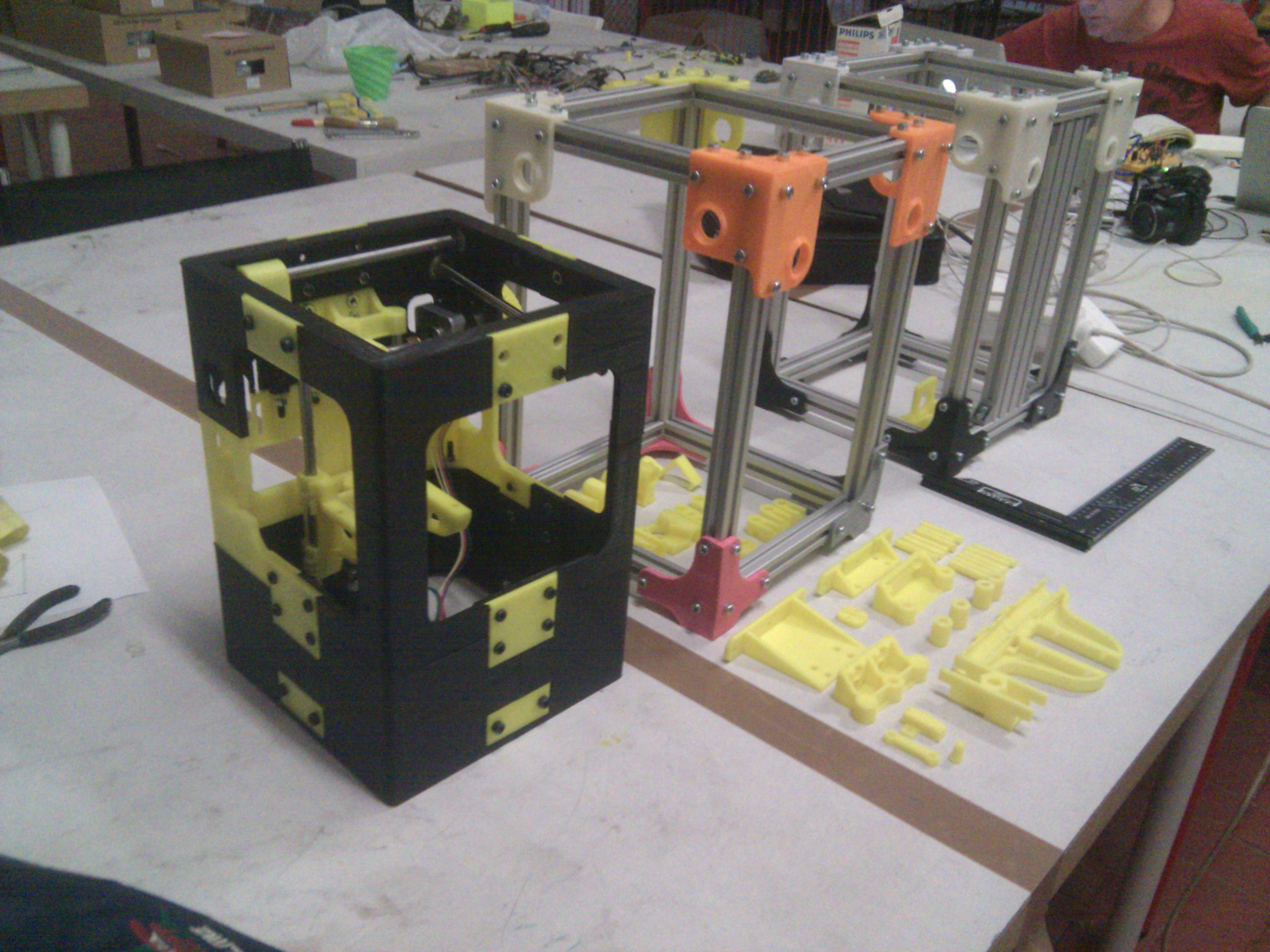
Marco con piezas impresas y otros de perfiles de aluminio.
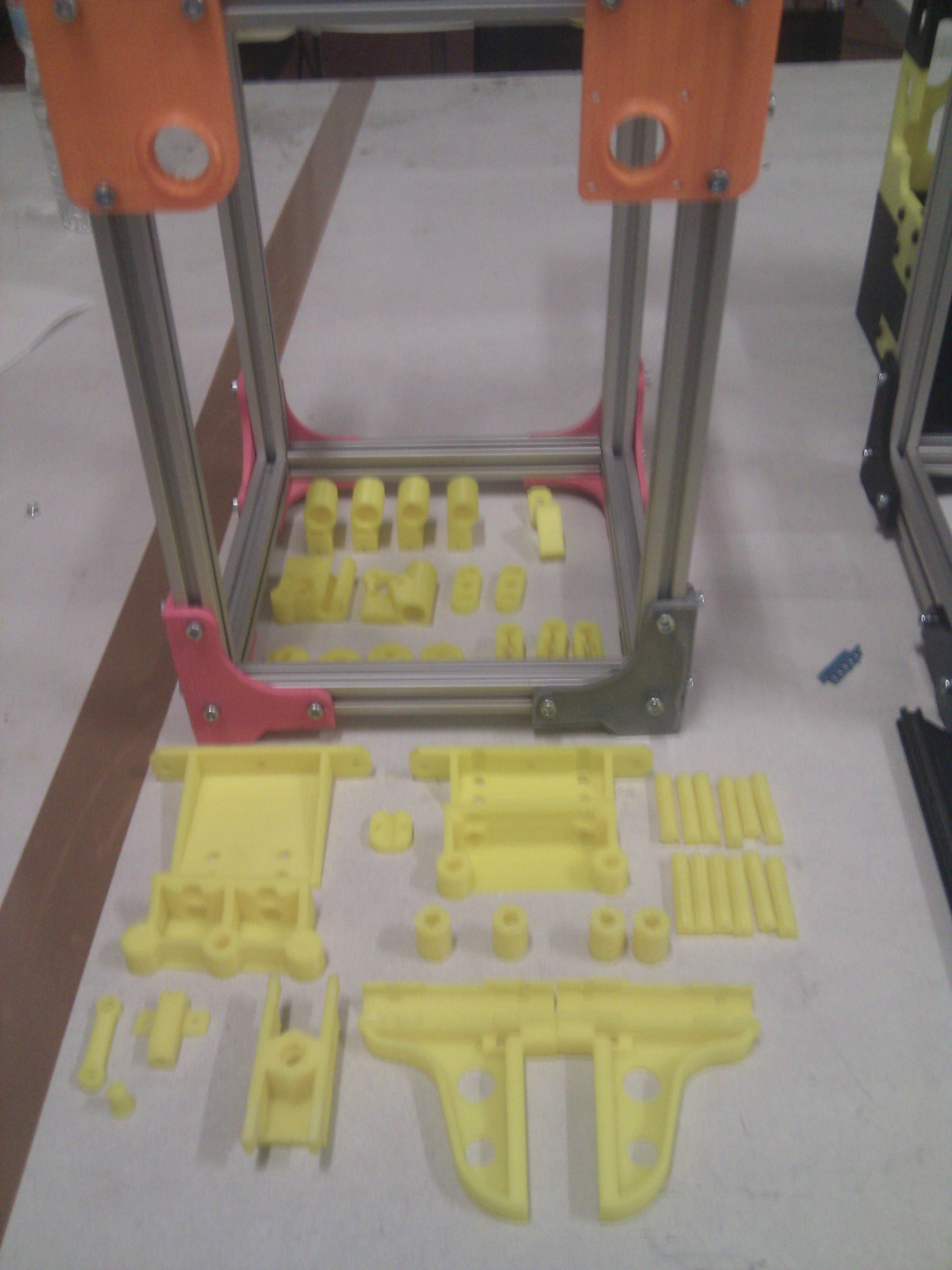
Otra imagen de chasis en perfiles de aluminio junto con algunas piezas impresas.

Parte inferior del chasis.

Parte superior interior con detalles de rodamientos 608.
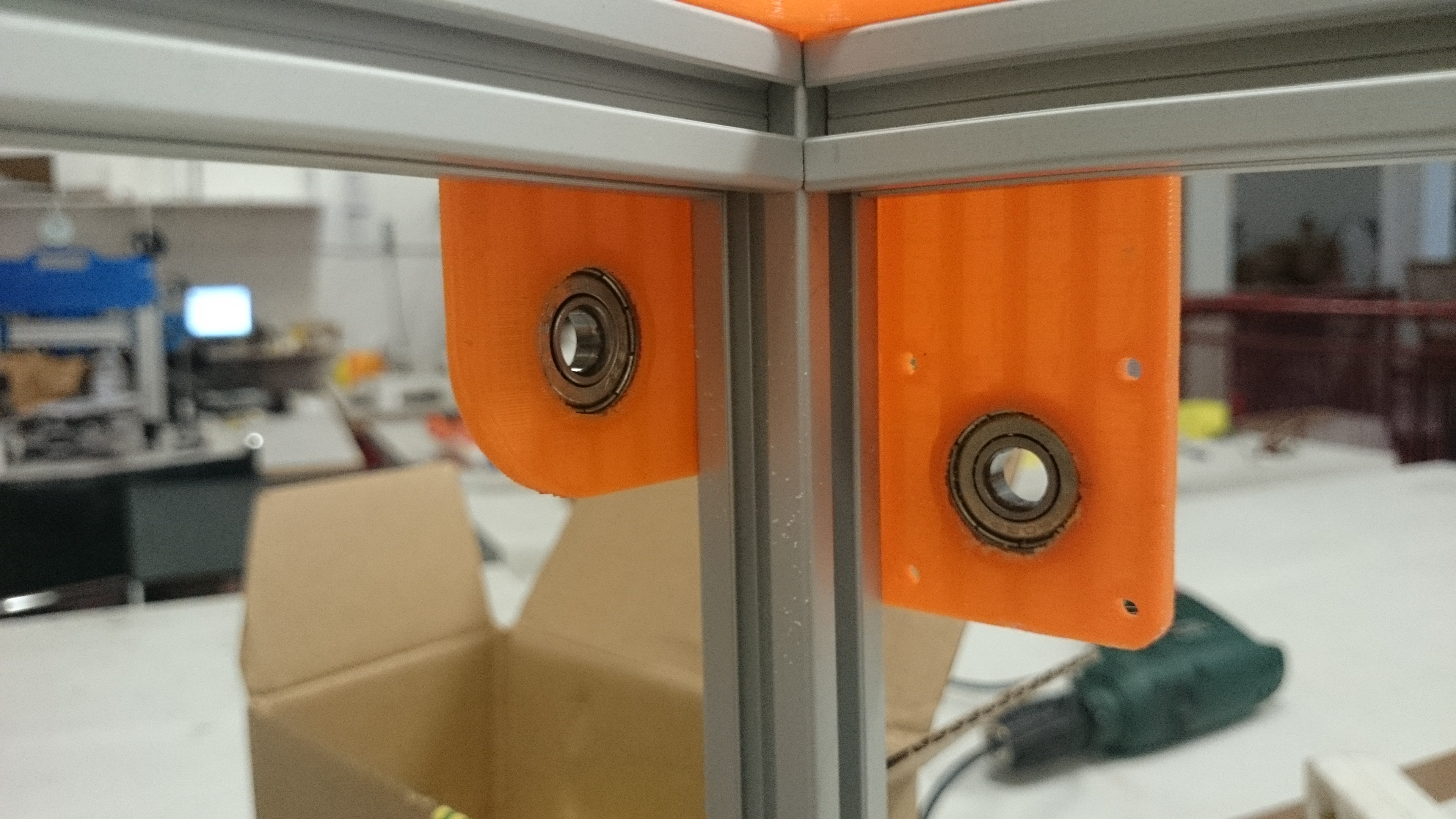
Parte superior interior con detalles de rodamientos 608.
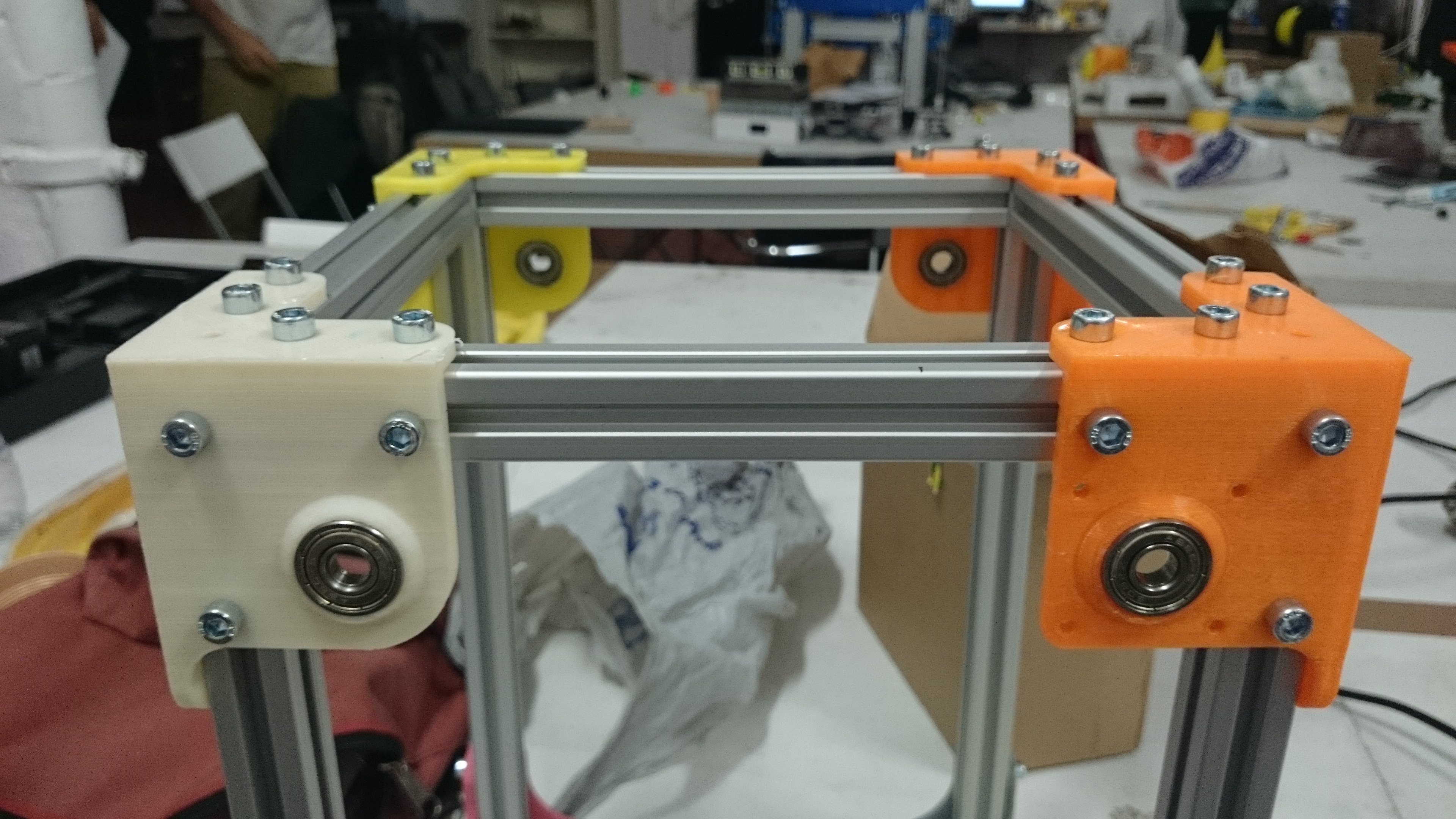
Parte superior exterior con detalles de rodamientos 608.
Detalle de la parte inferior del chasis.
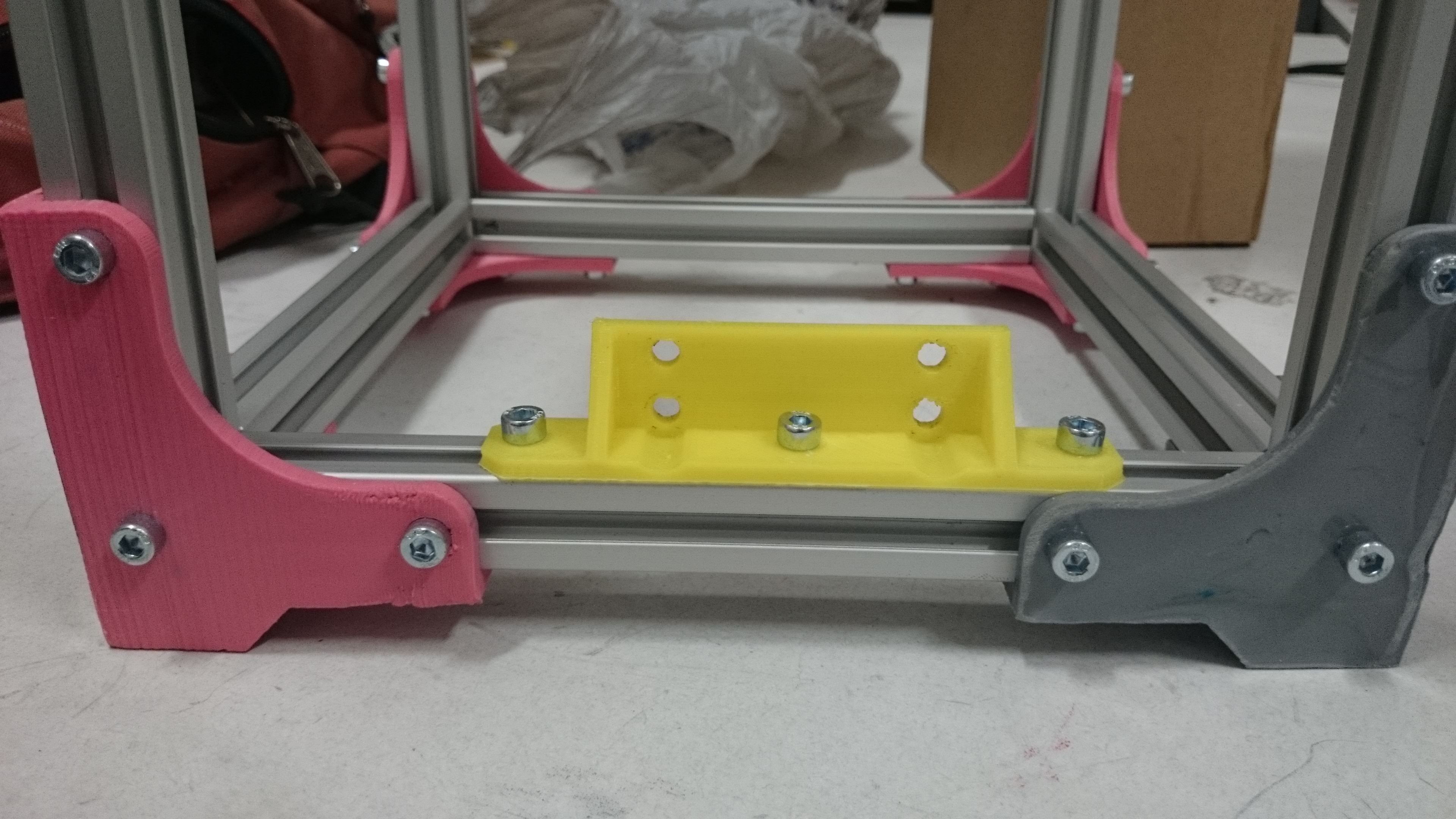
Detalle de la parte inferior del chasis.
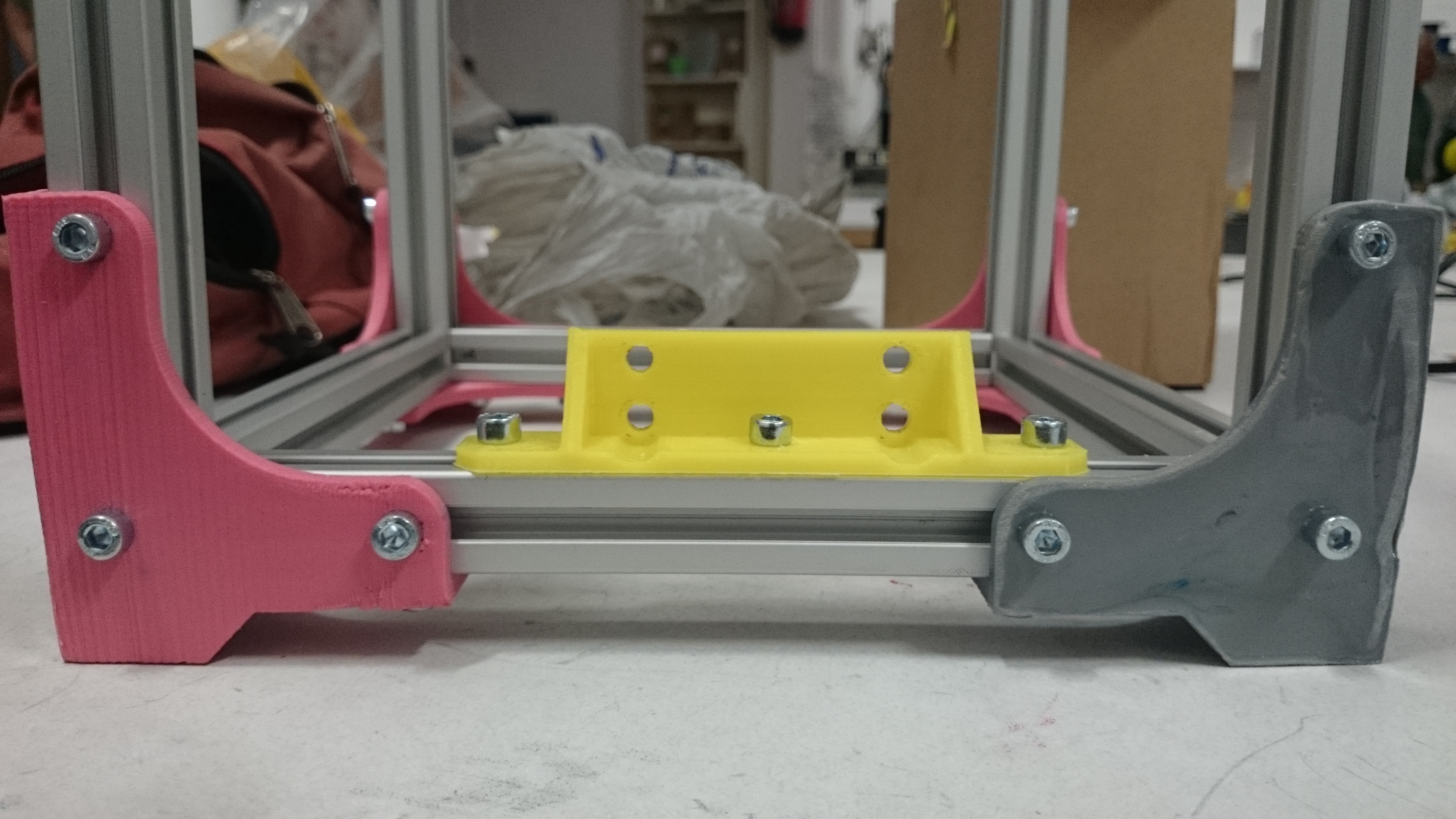
Detalle de la parte inferior del chasis.









Imágenes del modelo "Printed frame" o chasis impreso
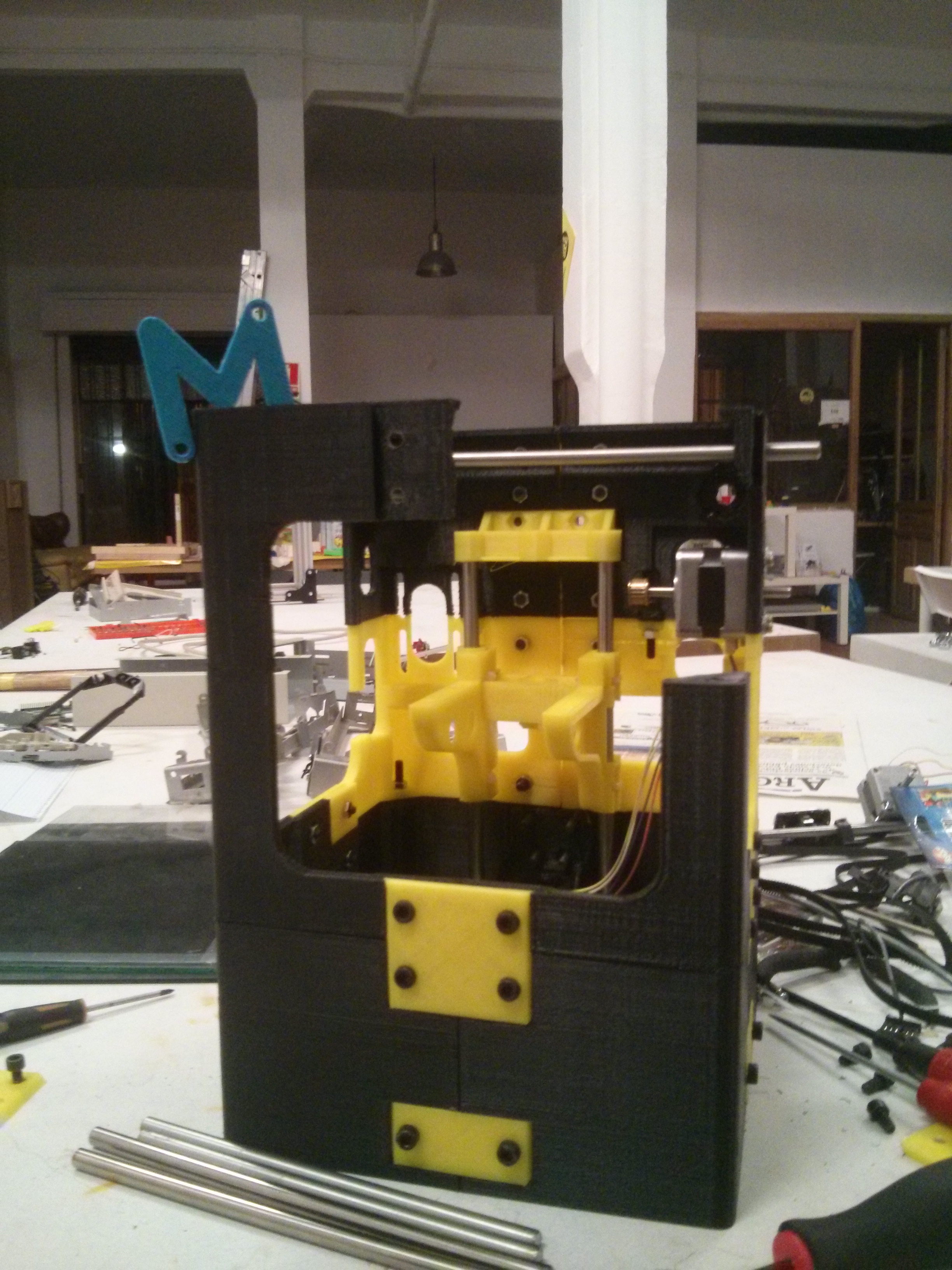
Marco impreso de Tantillus (incompleto).
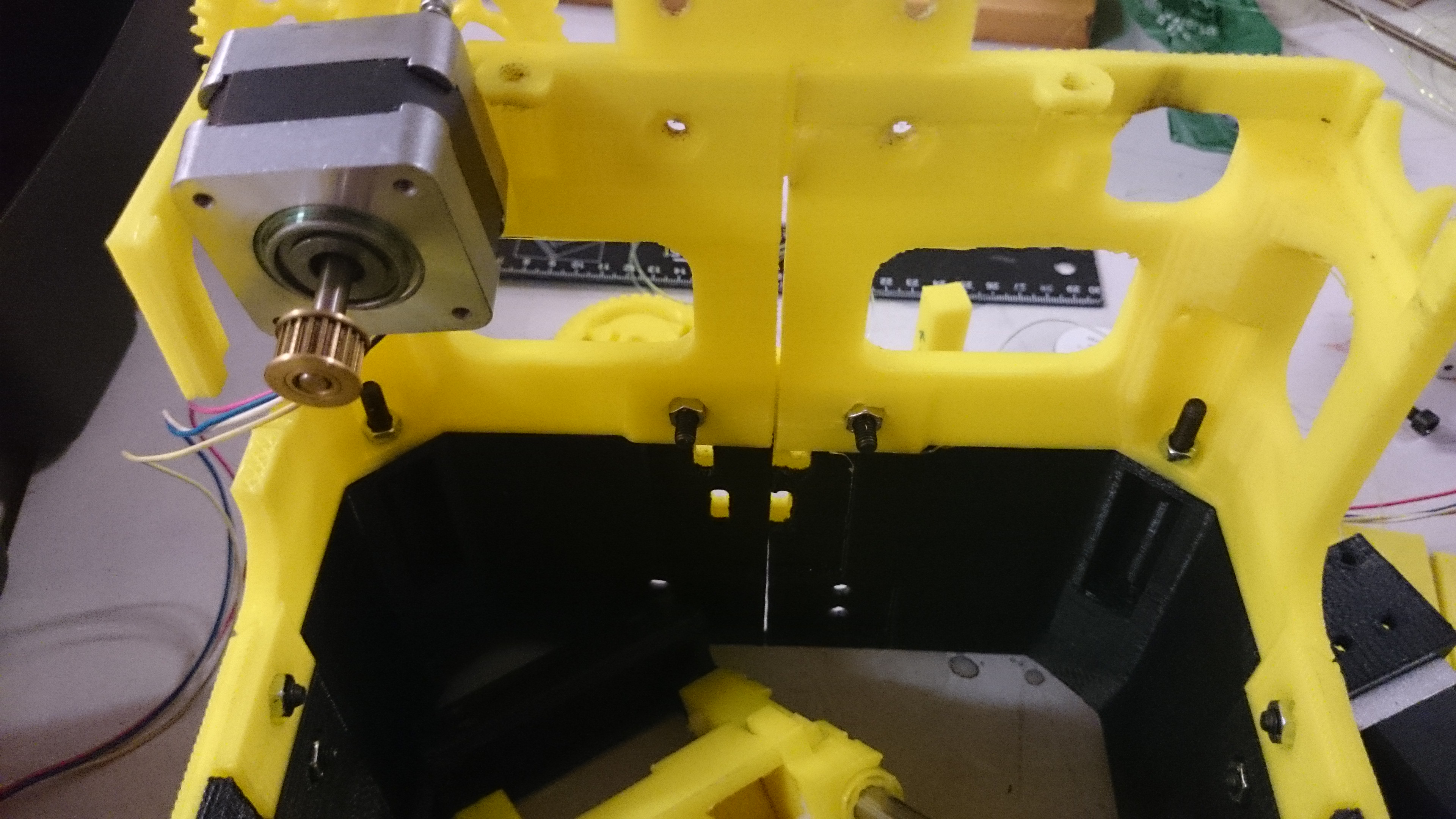
Detalle superior del marco con motor.
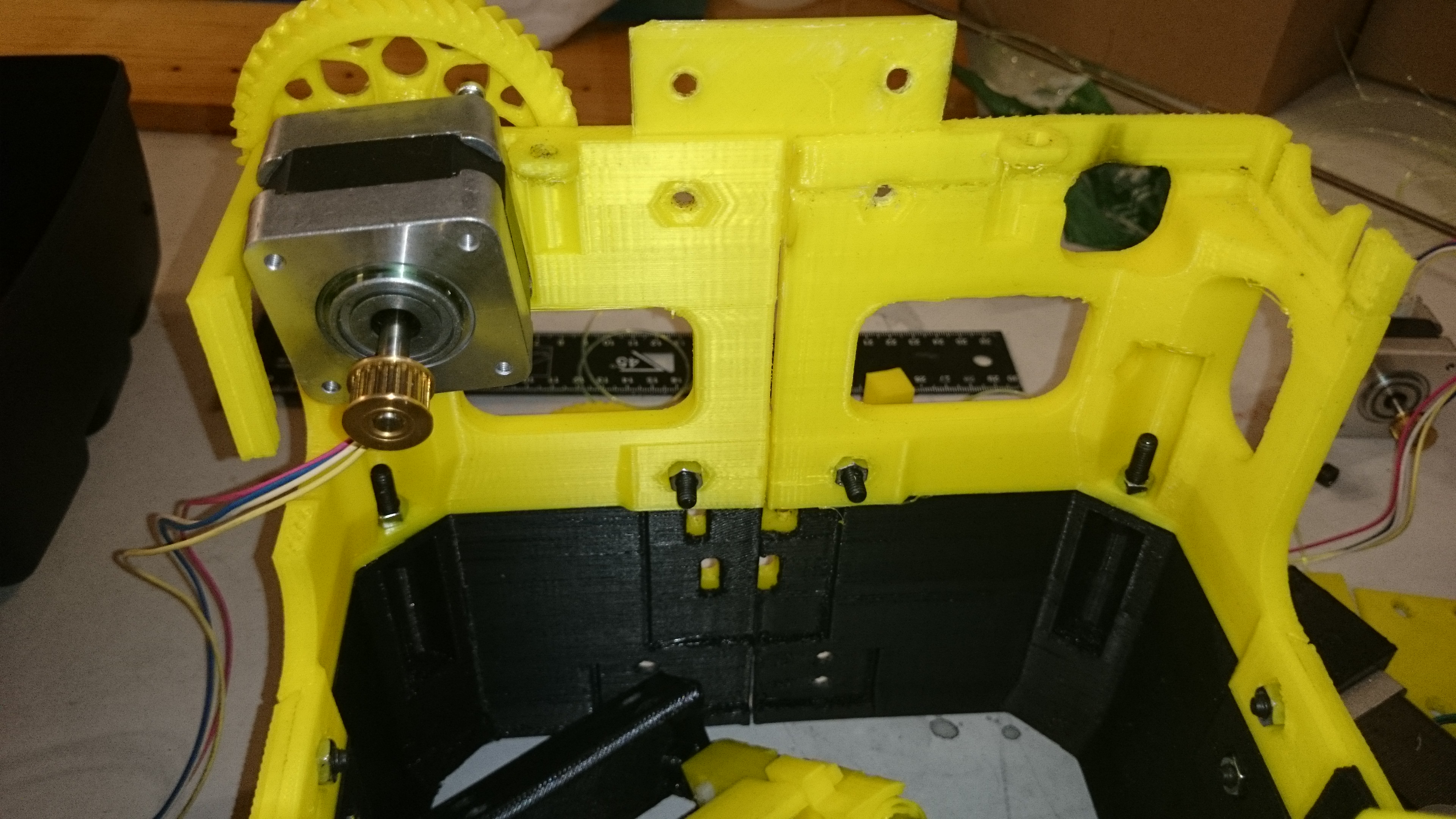
Detalle superior del marco con motor.
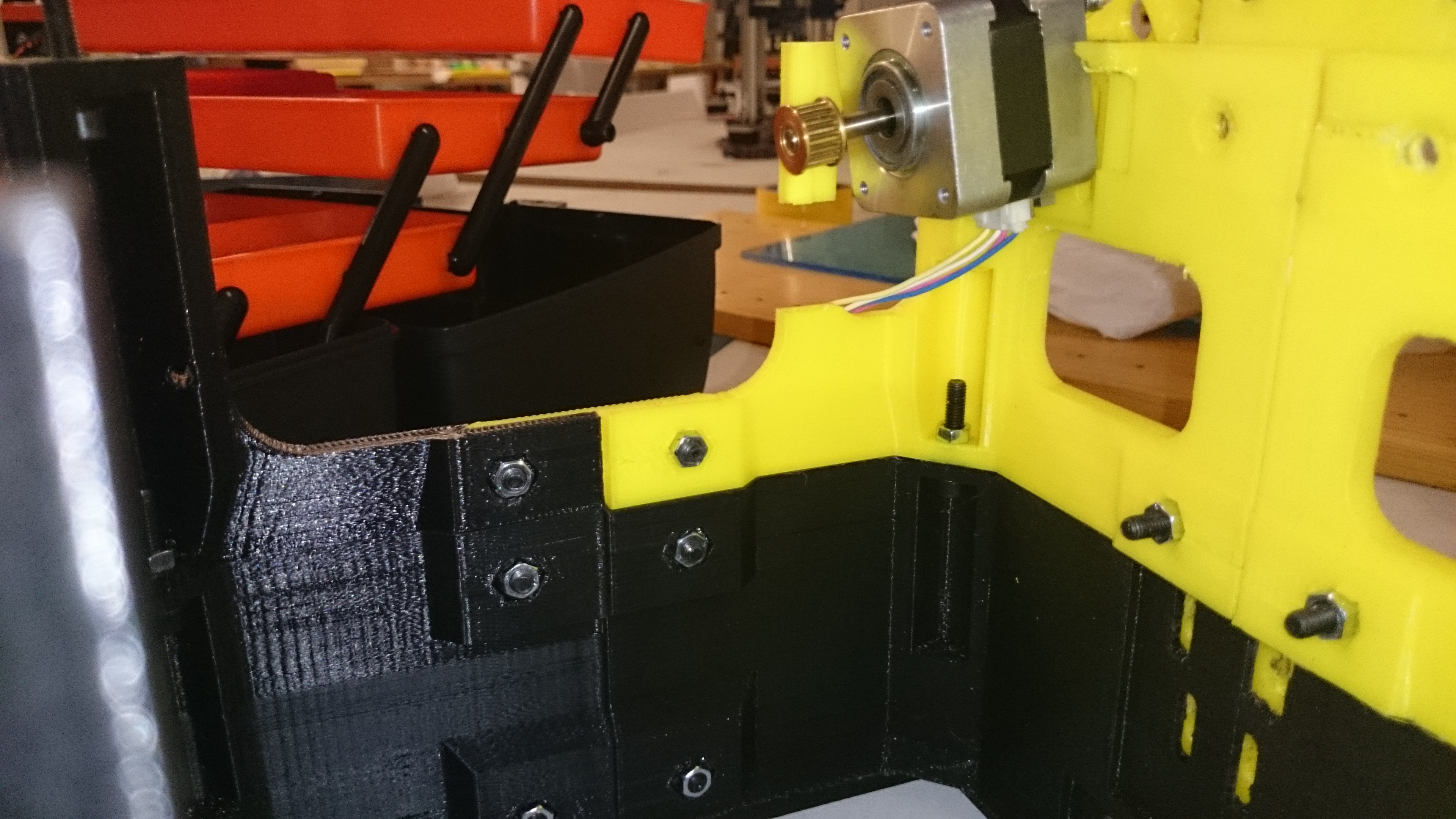
Detalle superior del marco con motor.
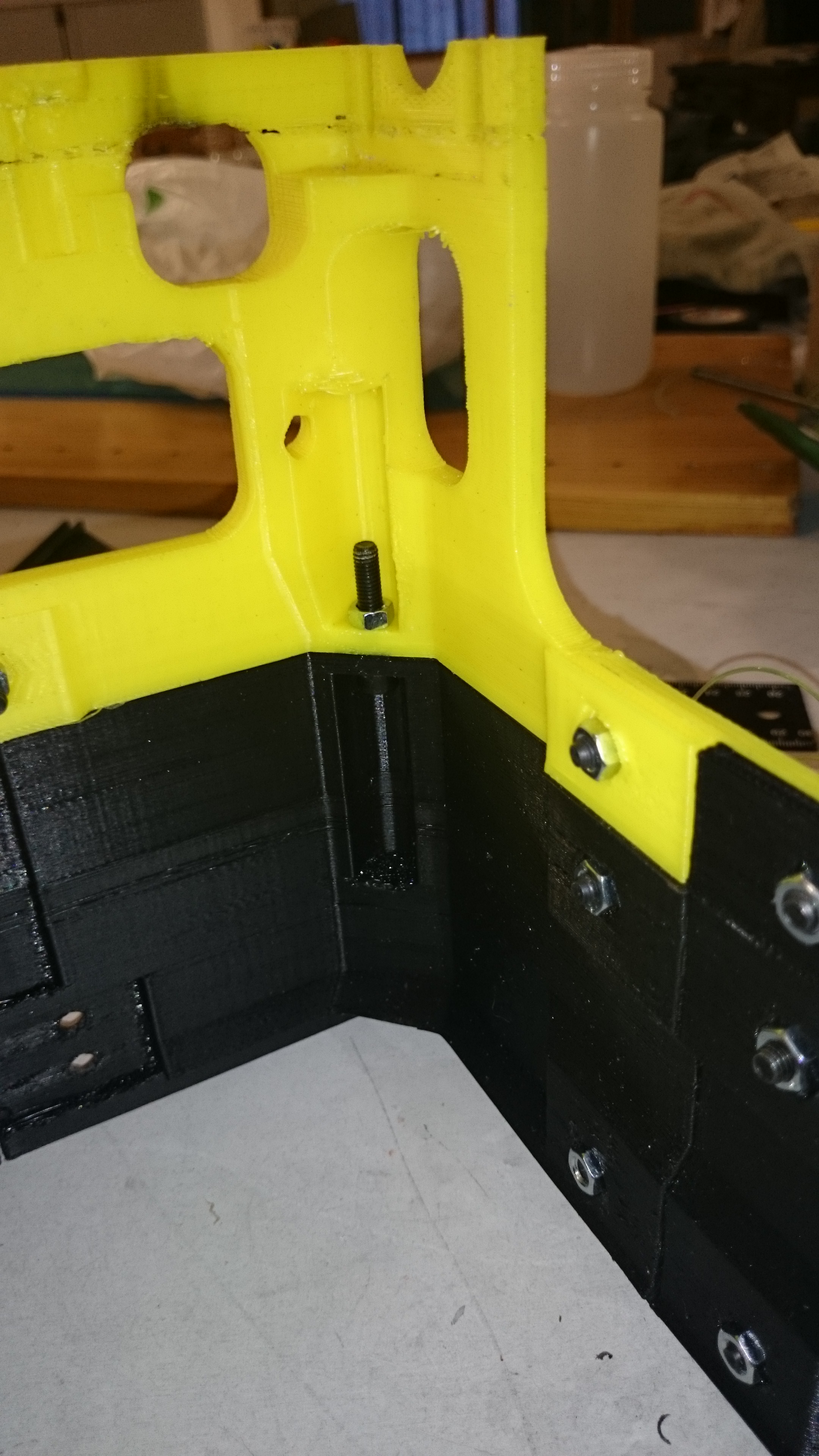
Detalle inferior del marco.
Detalle ingerior del marco.

Detalle de una de la esquinas del chasis (interior).







{kind=link}